Apollo Scrubber Teams Up with Thermal Oxidizer
Problem: Refinery storage tanks vented SO₂ and n-Propane gases that exceeded VOC and criteria pollutant limits.
Solution: AAT delivered an Apollo 250 scrubber system that neutralized SO₂ with NaOH while maintaining safe, vacuum-balanced operation.
Overview
A southwestern oil refinery needed a safe, high-efficiency solution for controlling emissions from spent acid storage tanks containing Sulfur Dioxide and n-Propane. Direct venting was prohibited under EPA air quality standards, and the mix of corrosive and flammable gases made treatment complex. AAT engineered an Apollo 250 scrubber system featuring dual-stage venturi and packed-tower operation using Sodium Hydroxide to absorb SO₂, integrated with a vacuum-controlled gas recycle loop and booster fan for precise pressure management. Installed in 2008, the system reliably handles wide flow variations while protecting downstream equipment and ensuring regulatory compliance.
Problem
A southwestern oil refinery had a pair of spent acid tanks for holding Hydrocarbon-Sulfuric Acid mixtures unloaded from barges. The head space of the tanks contained n-Propane and Sulfur Dioxide (SO2) blanketed with Nitrogen, which would get displaced with inflowing liquid during filling. The displaced gases could not be directly vented to atmosphere due to limits on allowable Volatile Organic Carbon (VOC) and SO2 emissions, SO2 being one of the six “criteria pollutants” identified by U.S. EPA’s National Ambient Air Quality Standards (NAAQS). The SO2 would have to be controlled in a wet scrubber, whereas the n-Propane, not treatable with wet scrubbing, would most feasibly be controlled by thermal oxidation.
To avoid SO2 corrosion in the oxidizer and the need for downstream cooling, the vent gas would first be scrubbed, then oxidized. Variable flows and concentrations would characterize the scrubber gas feed stream. In addition, subjecting the storage tanks to more than only a very slight vacuum would lead to excessive Nitrogen flows. However, an ambient air bleed-in to minimize vacuum at low vent flows could not be used, since this would create a potentially explosive mixture of n-Propane and Oxygen.
Solution
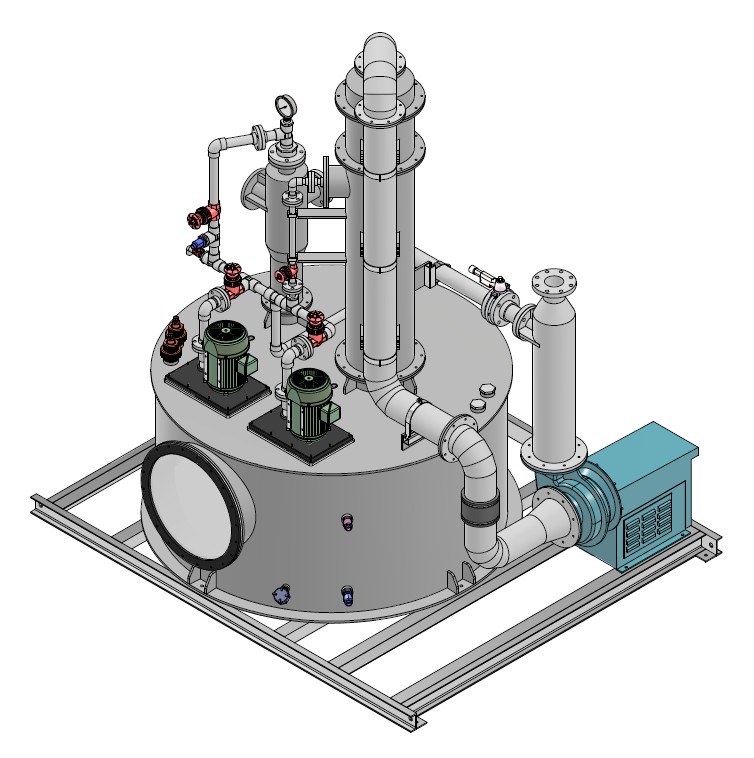
In winter of 2008, an AAT Apollo 250 scrubber was installed due to its ability to handle the high SO2 concentration of 1% by volume (10,000 ppmv) and very high flow turn-down. The Apollo scrubber consists of an ejector-venturi and packed column installed on a common recycle tank. To facilitate absorption of the practically insoluble SO2, Sodium Hydroxide (NaOH) is used. The ejector-venturi is the ‘peak shaver’, using a high liquid-to-gas ratio, while the packed column polishes the Nitrogen to
Coarse vacuum control on the storage tanks is provided by a gas recycle loop set to always provide at least 200 cfm of gas flow through the scrubber. The recycle loop also dilutes high SO2 concentrations in the scrubber feed gas. Fine vacuum control is accomplished using a pressure transmitter located at the scrubber inlet to vary the speed of a booster fan situated between the scrubber outlet and oxidizer inlet. The scrubber was provided as a skid package consisting of the Apollo 250, booster fan, and interconnecting piping. The customer is very satisfied with AAT’s solution to their process emission control challenge.
Contact & Location

Advanced Air Technologies, Inc. is located in Corunna, Michigan, 30 minutes east of Lansing. Our offices are open Monday through Friday, from 8:00am to 5:00pm Eastern Time (UTC-05:00 Eastern US).
We invite your inquiry and the opportunity to be of service.
Advanced Air Technologies, Inc.
300 Sleeseman Drive
Corunna, Michigan 48817-1078
(Michigan) USA
Phone: +1 (989) 743-5544
Email: sales@advairtech.com