An overseas gas bottling facility required a versatile, cost-effective system capable of continuously cleaning low-level emissions while mitigating full-cylinder leaks of multiple toxic gases. AAT’s engineered two-stage scrubber package provided acid and base treatment modes, automated chemical control, and fail-safe operation. Installed in 2007, the system exceeded safety targets and led to additional orders for similar units.
Orion Scrubber Performs Double Duty Application
Problem: A gas blending plant needed one scrubber to safely handle six toxic gases during normal operation and emergency leaks.
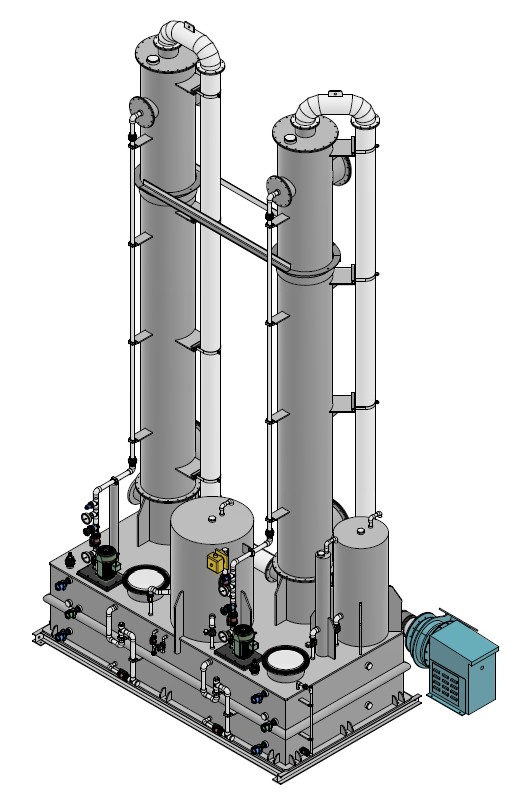
Solution: AAT built a twin-tower scrubber with dual chemistries and automatic controls for reliable multi-gas protection.
Overview
Problem
An overseas gas blending and bottling plant had to ventilate cylinder usage areas to control toxic fugitive emissions as well as a catastrophic leak. There were five different gases of concern: Nitric Oxide; Nitrogen Dioxide; Sulfur Dioxide; Hydrogen Sulfide; and Ammonia. Ventilation air containing low levels of the gases needed to be continuously cleaned in a scrubber. In addition, high concentrations developed from a rapid cylinder leak also had to be mitigated, ideally with the same scrubber. The design of the emergency scrubber, therefore, centered on handling low levels of all these gases, as well as a concentration spike due to the entire contents leaking from any one cylinder. In other words – what was needed was one scrubber for six very different gases with two modes of operation. Herein lay the challenge.
The emergency scrubber system also had to be simple, low-maintenance, reliable, and cost-effective. The treatment objective in event of an emergency leak was atmospheric discharge of the particular toxic gas at not more than ½ its Immediately Dangerous to Life and Health concentration (IDLH). The IDLH concentrations are different for each of the toxic gases, ranging from 20 ppmv for Nitrogen Dioxide (most toxic) to 300 ppmv for Ammonia (least toxic).
Solution
After assisting in writing the specification for a twin tower emergency scrubber system for this application, AAT then submitted what would eventually become the successful bid. This process took over a year to complete.
Detailed design resulted in a packaged two-stage scrubbing system with a divided sump to allow acid followed by alkaline chemistry for normal operation. Dosing pumps for Sulfuric Acid and Sodium Hydroxide were controlled by pH sensors and meters. In event of an emergency gas leak, one or more standby reagent tanks would drain by gravity into either the acid or base side of the sump, depending on which gas was detected. Reagent “dump” tanks consisted of Sodium Hydroxide, Sodium Hydrosulfide, Sodium Chlorite, and Sulfuric Acid. These tanks were uniquely constructed as being integral with the top of the scrubber sump tank. For maximum reliability, dual fans were provided with automatic switching in event of a low suction pressure condition.
The emergency scrubber was installed and started up in the spring of 2007. The success of this project has resulted in the customer ordering from AAT a similar scrubber system for another one of their plants.
Contact & Location

Advanced Air Technologies, Inc. is located in Corunna, Michigan, 30 minutes east of Lansing. Our offices are open Monday through Friday, from 8:00am to 5:00pm Eastern Time (UTC-05:00 Eastern US).
We invite your inquiry and the opportunity to be of service.
Advanced Air Technologies, Inc.
300 Sleeseman Drive
Corunna, Michigan 48817-1078
(Michigan) USA
Phone: +1 (989) 743-5544
Email: sales@advairtech.com